





熱熔打包帶出現(xiàn)厚度不均的可能原因有:
1.原材料問(wèn)題。生產(chǎn)過(guò)程中使用的塑料粒子質(zhì)量不佳,粒徑分布寬、長(zhǎng)短不一,造成生產(chǎn)的聚乙烯拉伸強(qiáng)度達(dá)不到要求;此外回收料的使用也是導(dǎo)致產(chǎn)品厚薄不一致的一個(gè)重要因素。
2.機(jī)臺(tái)設(shè)備不穩(wěn)定。主要表現(xiàn)在加熱板溫度波動(dòng)范圍大,上下偏差大;輸送系統(tǒng)運(yùn)行高低速切換頻率快且無(wú)規(guī)律性,制袋器運(yùn)轉(zhuǎn)不良等方面。這些都會(huì)對(duì)薄膜的厚度均勻度產(chǎn)生極大影響。
3.技術(shù)操作不當(dāng)也會(huì)使得包裝機(jī)在工作中袋子會(huì)出現(xiàn)厚薄不一樣的情況。例如機(jī)器調(diào)試不到位就開(kāi)機(jī),會(huì)造成主機(jī)牽引送膜速度快慢不同步,從而影響到產(chǎn)品的終厚度。又如放卷縱封溫度調(diào)整不合理會(huì)使兩邊的封口效果存在差異等。






全自動(dòng)打包帶的優(yōu)勢(shì)包括提、提供更穩(wěn)定的質(zhì)量、減少人工操作錯(cuò)誤、降低成本和減少對(duì)環(huán)境的影響。它通過(guò)自動(dòng)化生產(chǎn)線生產(chǎn),可以大規(guī)模生產(chǎn),同時(shí)也可以根據(jù)客戶(hù)需求定制不同規(guī)格的打包帶。此外,它還具有更好的可持續(xù)性,可以回收再利用,減少資源浪費(fèi)。

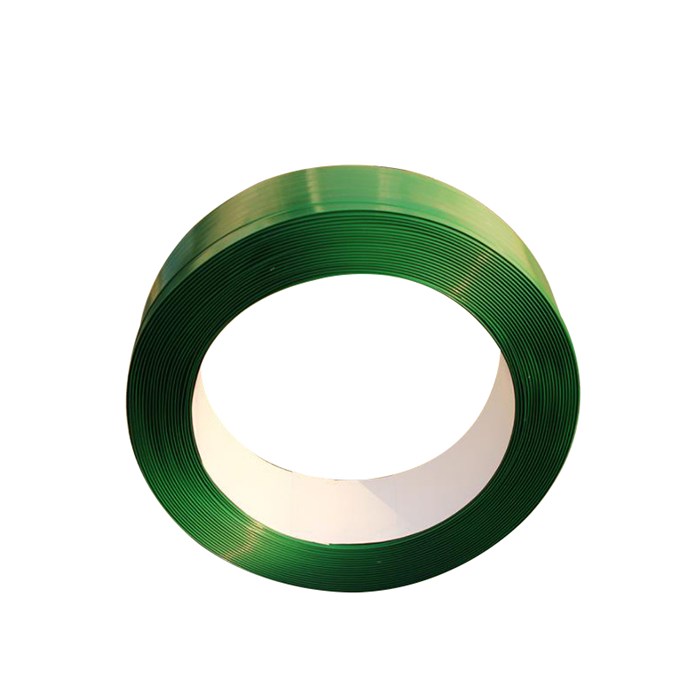
塑鋼打包帶是一種由聚顆粒經(jīng)加熱熔融后,擠出機(jī)通過(guò)螺桿壓力使塑料均勻平鋪成片狀物料,然后經(jīng)過(guò)三輥牽開(kāi)器將兩層料進(jìn)行交叉疊加形成梯形的中空型制品。
首先需要準(zhǔn)備原料和加工設(shè)備:包括各種規(guī)格的PP粒子、擠出頭模及真空系統(tǒng)等組成部分。其中,頭模具是由高強(qiáng)度材料制成用于生產(chǎn)不同寬度的產(chǎn)品;而整個(gè)擠出的過(guò)程是在密閉的環(huán)境下進(jìn)行的,以防止空氣進(jìn)入內(nèi)部影響產(chǎn)品質(zhì)量。接下來(lái)是成型步驟:①把PP粒用二步法加纖改性劑溶解;②加入鈣質(zhì)穩(wěn)定劑;③調(diào)整粘度至15-20Pa·S范圍內(nèi)為宜;④使用3#噴絲板與降低牽引速度的方法來(lái)提高拉伸比達(dá)到4.6倍左右即可得到成品塑鋼打包帶的原材料。后對(duì)擠壓出來(lái)的半固化體在一定溫度條件下靜置一段時(shí)間使之充分熟化即得到了終的產(chǎn)品——塑鋼打包帶的主要成分是一般為聚丙稀(pp)或尼龍(pa)。



 在線客服
在線客服 15055312917
15055312917 1615703971@qq.com
1615703971@qq.com


